
资讯中心NEWS CENTER
在发展中求生存,不断完善,以良好信誉和科学的管理促进企业迅速发展粉末冶金零件的种类和应用领域:1:摩擦零件,由钢背与铁基或铜基粉末组合物制成的离合器片或刹车带等,摩擦零件应用:汽车、飞机、坦克、工程机械、机床和动力机械上的摩擦组件。2:过滤元件及其他多孔性材料,过滤元件。由球形青铜、镍、铁、不锈钢、及其他金属粉末制造的,孔隙均匀分布的杯状、圆锥状、圆筒状及棒状的制品。淬冷材料。有镍、镍铬合金、不锈钢及其他耐腐蚀材料制造的孔隙度达50%的棒材、带材和筒状制品。纤维金属制品。由细金属纤维制造的高孔隙(达80%)度制品。粉末冶金单向轴承的密度均匀,减少了轴承的重量。无锡粉末冶金单向轴承市场价格

粉末冶金轴承是金属粉末和其他减摩材料粉末压制、烧结、整形和浸油而成的,具有多孔性结构,在热油中浸润后,孔隙间充满润滑油,工作时由于轴颈转动的抽吸作用和摩擦发热,使金属与油受热膨胀,把油挤出孔隙,进而摩擦表面起润滑作用,轴承冷却后,油又被吸回孔隙中。粉末冶金轴承可在较长时间内不需要添加润滑油。粉末冶金轴承孔隙率愈高,储油愈多,但孔隙愈多,其强度愈低。这类轴承常处于混合润滑状态,有时也能形成薄膜润滑,常用于补充润滑油困难和轻载荷与低速的情况。南京耐磨损粉末冶金单向轴承参考价粉末冶金单向轴承的摩擦系数较低,具有较好的摩擦性能。

粉末冶金技术远古时期就有应用,制造铁的头一个方法实质上采用的就是粉末冶金方法。而现代粉末冶金技术的发展中一共有三个重要标志:1、克服了难熔金属熔铸过程中产生的困难,1923年粉末冶金硬质合金的出现被誉为机械加工中的革新。2、三十年代成功制取多孔含油轴承;继而粉末冶金铁基机械零件的发展,充分发挥了粉末冶金少切削甚至无切削的优点。3、四十年代,出现金属陶瓷、弥散强化等材料,六十年代末至七十年代初,粉末高速钢、粉末高温合金相继出现,并利用粉末冶金锻造及热等静压技术逐渐大规模制造强度高且形状复杂的零件。
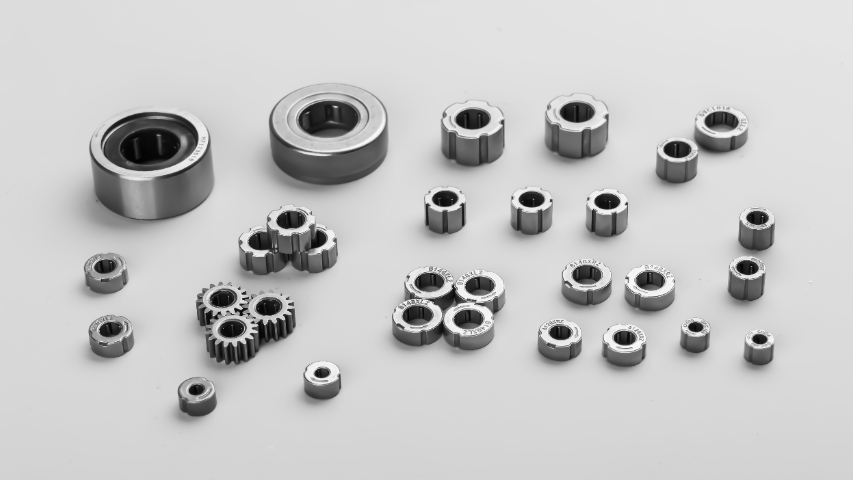
轴承,现在大家都有所了解,但是轴承也有好多的区分,从种类区分来说,有深沟球轴承,圆柱滚子轴承,调心滚子轴承等等,从受力的方向来说,有轴向受力的轴承,也有径向受力的轴承,更有轴向和径向两个方向受力的复合受力轴承。在这之外,还有以轴承运转方向为区分的单向轴承和双向轴承。单向轴承是一种可以自由转动的轴承,可在另一个方向上自由旋转并在另一个方向上锁定。单向轴承也被称为超越离合器,但根据不同的行业和不同的功能命名。单向轴承的金属外壳包含大量的滚子,滚针或者滚珠,其滚动座(穴)的形状使得它只能在一个方向上滚动而在另一个方向上滚动会产生很大的阻力(所谓“单向”)。粉末冶金技术使得轴承表面可以通过处理获得特定的物理和化学性质。
铁镍铜一树脂复合材料,将烧结材料在一定合金成分和加工参数下,制成具有连通孔隙和强度较高的基体,然后浸渍作为固体润滑成分的树脂。以Fe一2%Ni一0.5Mo。烧结基体为例,较佳的加工参数是:成形压力为490.8MPa ,在露出点为-40 ℃的氢中以1120℃ 烧结1小时,所得烧结密度为6.65g/cm3,浸渍的树脂为尼龙11 。将Fe一2% Ni一5%Mo材料浸渍和不浸渍树脂以及SCM485材料在500℃下离子氮化5 小时( 20 %N2一H2 ,气体压力为267帕) 三种材料的磨耗进行比较:含尼龙11的磨耗量为未浸渍材料的1/4000,而且比表面硬度为HV950 的SCM43材料优异。单向轴承采用粉末冶金材料,耐高温,稳定性好。东莞粉末冶金单向轴承定制价格
粉末冶金单向轴承是一种采用粉末冶金工艺制造的轴承。无锡粉末冶金单向轴承市场价格
粉末冶金含油轴承一般来说主要是用原料粉经压制,烧结,整形,浸油等工序制造而成的。现在的机器大都是自动化程度比较高。日产量比较大,且大部分产品一次就能成形,因此批量越大越好生产。而且现在用的模具少一点的话可能做几十万只,多的话可能做百万只以上。但模具费用比较高,因此批量少的话就不好做了,而且更换模具的时间也长。粉末冶金含油轴承一般来说一次就能成形,基本不用切削加工。成本比机加工轻,材料浪费也少,价格因此比较便宜。粉末冶金技术也符合现在提倡节约能源的国家政策,因此被认为这是一个不会落伍的技术。无锡粉末冶金单向轴承市场价格



